

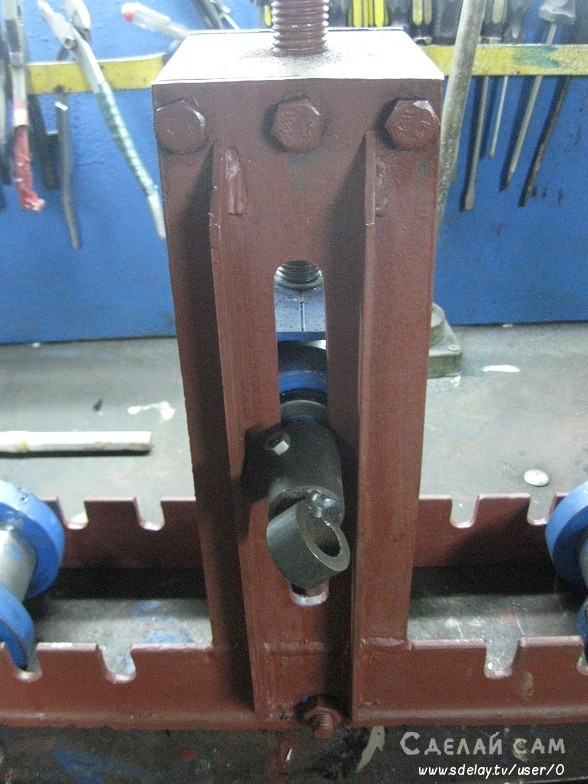
Самое главное - это выточить ролики, обоймы подшипников и прижимной винт. Размеры валов подбираются исходя из имеющихся подшипников.
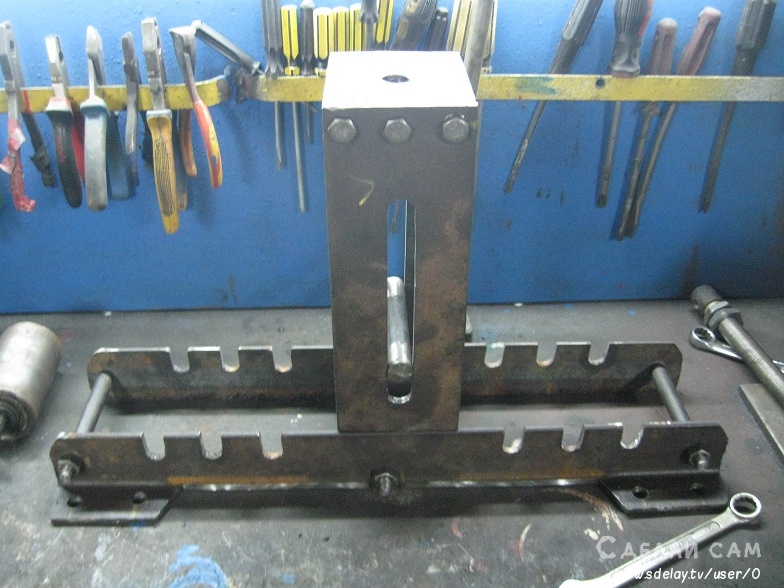
Я делал так: отрезал и сварил между собой 2 (63-х) уголка, просверлил в них 6 отверстий диаметром 16 мм под ролики и 3 по 12 мм под шпильки, чтобы потом стянуть их между собой. Потом зажал в тиски и прорезал сверху отверстия болгаркой, так же делал пластины по которым ходит подающий ролик, соеденив верхнее и нижнее отверстие, обрезал прихватки, приварил пластины к уголку, добавив по бокам полосу для жесткости.
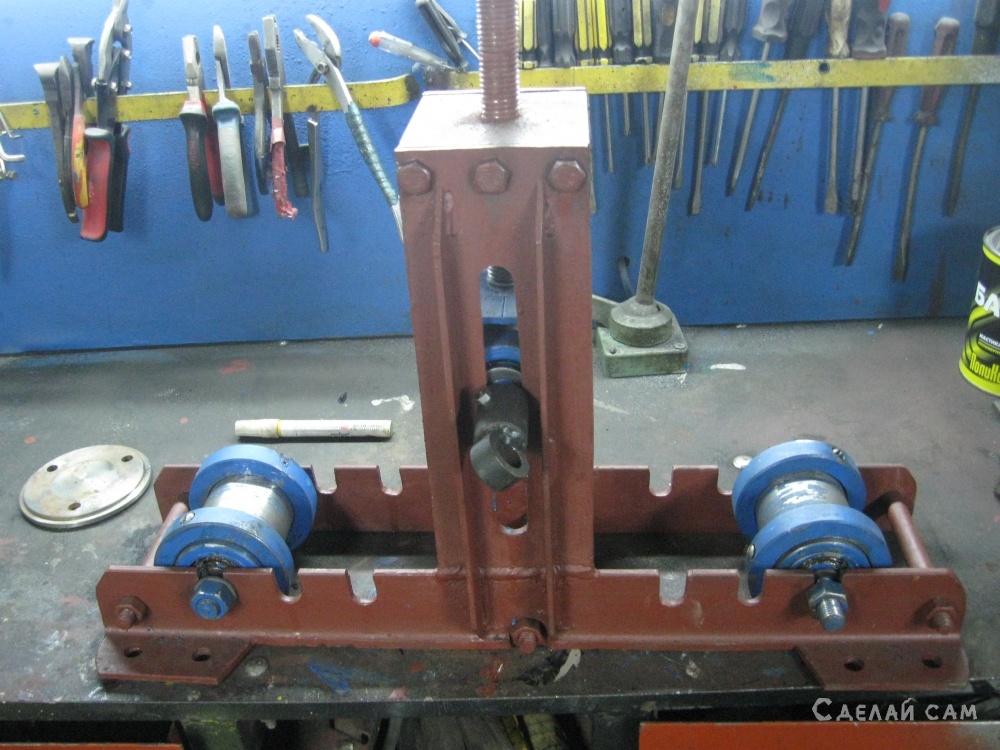
Получившийся станок легко гнёт профильную трубу и арматуру небольшого диаметра. Переставляя ролики, можно добится нужного изгиба.



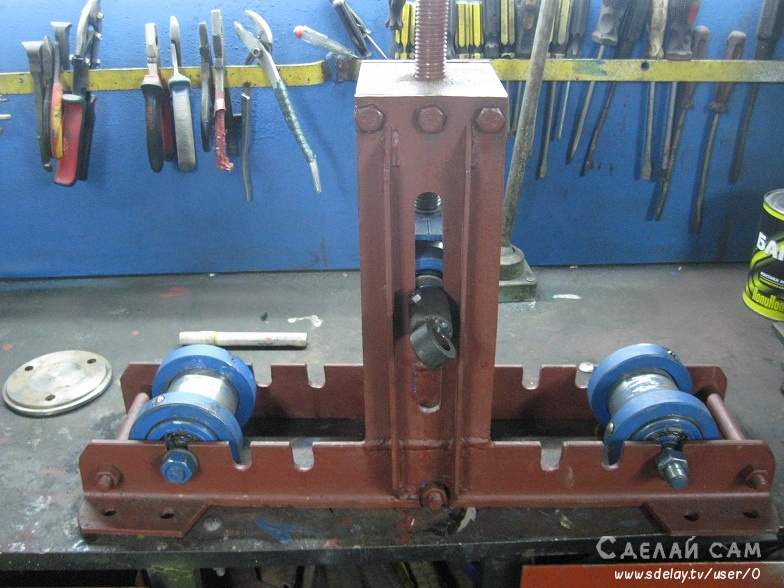




вот что у меня получилось:




- Блог пользователя - mixail71
- Войдите, чтобы ответить
- 32592 просмотра
3 | 32592






Комментарии
Вы от имени мужа?
Тема интересна! Я вас попрошу и от себя и от имени других участников сайта сделать подробное описание изготовления трубогиба
у вас прижимной ролик одновременно является и ведущим?вопрос труба не проскальзывает? и нет загиба винтом? сам делаю подобный станок но ведущие основные ролики связанные между собой посредством цепной передачи.